切削液历史
刀具材料的发展推动了切削液的发展,1898年发明了高速钢,磨削液过滤系统厂家,切削速度较前提高2~4倍。1927年德国首先研制出硬质合金,切削速度比高速钢又提高2~5倍。随着切削温度的不断提高,油基切削液的冷却性能已不能完全满足切削要求,这时人们又开始重新重视水基切削液的优点。1915年生产出水包油型乳化液,并于1920年成为优先选用的切削液用于重切削。1945年在美国研制出第—种无油合成切削液,全i球一款全合成金属切削液由Cimcool辛辛那提铣床公司(后更名为辛辛那提—米拉克龙)率i先研制成功,并且以独i特的粉红色来标记该产品,CIMCOOL 是革命性的。
切削液过滤机产品特点·
支撑网篮开孔***,***了过滤系统流量大,体积小· 支撑网篮开孔***,同时也提高了过滤袋实际使用面积,延长了使用寿命· 顶入式的设计使得过滤袋的更换方便快捷· 顶入式的设计,均匀分布的流线使截留在过滤袋介质中的杂质分布均匀· 高强度支撑网篮有效支撑过滤袋,磨削液过滤系统原理,防止纤维迁移, ***高的过滤效率i高强度支撑网篮同时也***过滤袋机械强度高· 过滤袋内可安装专i用磁性过滤器或活性碳,硅藻土,以去除铁性杂质或吸附有机物· 标准规格的支撑网篮适合所有标准尺寸的过滤袋,使得过滤袋互换性强· 封闭式过滤系统,安全性强
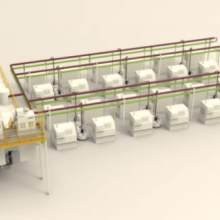
切削液由管道通过车间内i供液管道输送到机床或自动线,并将切屑冲到回液系统,在压力喷嘴的作用下,聊城磨削液过滤系统,切屑和乳化液经过架空管道或地下管道系统回流到过滤系统。在过滤系统中的乳化液先经过刮板沉淀槽粗过滤,较大的切屑由刮板输送机关到集眉箱内,然后到化液再由负压过滤机精过滤,磨削液过滤系统厂商,两次过滤后的净液由泵组重新送回到车间。该系统供液泵组采用变频宜压供液技术,***整个过滤系统供应压力和流量的稳定,当车间内使用切削液的设备数量变化时,管道中的压力也产生变化,压力传感器就会发出信号,泵组将自动调节流量,使车间管道系统内的压力恒定。配液系统由配液槽与配液泵及相应的管道和调节阀组成,可根据设定的数值自动配液。