乳化液把油的润滑性和防锈性与水不错的冷却性结合起来,切削液集中供回系统厂家,同时具备较好的润滑冷却性,因而对于大量热生成的高速低压力的金属切削加工很有效。与油基切削液相比,乳化液的优点在于较大的散热性、清洗性、用水稀释使用而带来的经济性,以及有利于操作者的卫生和安全而使他们乐于使用。实际上除特别难加工的材料外,乳化液几乎可以用于所有的轻、中等负荷的切削加工及大部分重负荷加工,乳化液还可用于除螺纹磨削、槽沟磨削等复杂磨削外的所有磨削加工,乳化液的缺点是容易使细菌、霉菌繁殖,使乳化液中的有效成分产生化学分解而发臭、变质,所以一般都应加入***的有机杀菌剂。
切削液历史
19世纪80年代,美国科学家就已首***行了切削液的评价工作。 F·W·Taylor发现并阐明了使用泵供给碳酸钠水溶液可使切削速度提高30%~40%的现象和机理。针对当时使用的刀具材料是碳素工具钢,切削液的主要作用是冷却,切削液集中供回,故提出“冷却剂”一词。从那时起,太仓切削液集中供回系统,人们把切削液称为冷却润滑液。
随着人们对切削液认识水平的不断提高以及实践经验的不断丰富,发现在切削区域中注入油剂能获得良好的加工表面。zui早,人们采用动植物油来作为切削液,但动植物油易变质,使用周期短。20世纪初,人们开始从原i油中提炼润滑油,并发明了各种性能优异的润滑添加剂。在第—次世界i大战之后,张家港切削液集中供回系统,开始研究和使用矿物油和动植物油合成的复合油。1924年,含硫、氯的切削油获得专i利并应用于重切削、拉削、螺纹和齿轮加工。
离心式切削液净化机
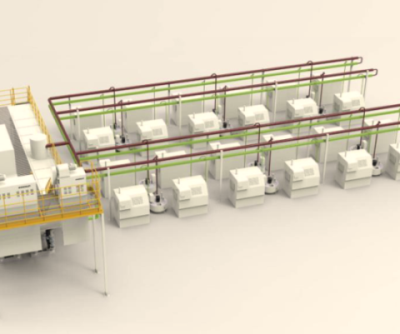
是碟i片离心分离技术在机械加工领域的应用技术和工业流体在工艺温度变化过程中能耗降低的控制技术。基于流体离心分离的原理,使用旋转的碟i片组,利用互不相融成分的比重差,在离心力场的作用下,进行快速高i效的分离。在实现“液液-固”三相分离的同时,无耗材消耗,总体降低企业生产的成本,节能降耗,实现环保式生产。
离心式切削液净化机对整机结构的设计进行了大量的优化设计,大幅提高了污油和金属颗粒的分离速度和效果,而且污油中水含量低于0.5% ,完全可以作为废油料有偿销售给废品公司进行处理再利用,实现了零排放。
离心式切削液净化机进行切削液、清洗液净化分离再生利用,实现了工厂和社会的效益大化,是理想的水处理环保设备。